 丁稚3君 |
 |
||||||
| |
|||||||
| GTAW ガスタングステンアーク溶接 通称「 TIG(ティグ) 」溶接 そこそこ規則正しいビードを出すまで、たいがい時間と手間がかかりました。 でも、これが限界! 暇があれば、オンプレート他なんでもアークを出す。 数多いスイッチ類を訳も解からんと触りまくりながら・・・・・・・。 一定の裏波を出すことを心がけるが・・・・なかなか。 |
 |
||||||
 |
|||||||
| |
|||||||
 |
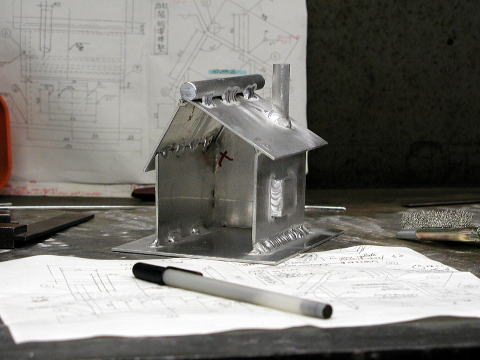
鉄鋼TIGハウス(神戸製鋼藤沢溶接研修時の図面をもとに製作)。 鉄の味が何とも言えまへん! 製作図面はこれ 我こそと思われる方、挑戦してみて下さい! |
||||||
|
|||||||
 |
次はt1.8で1/2スケールに挑戦する… 熱容量が小さくなりなかなか難しい・・・。 けど面白い!!! |
||||||
 |
名刺代わりの進呈用か、お地蔵ハウスになりますかな。 一例:廃村茨川天照神社 |
||||||
| |
|||||||
| |
|||||||
| |
|||||||
| 「アルミニウムそしてティグ溶接雑考」 |
|||||||
| アルミニウムはクラーク数が酸素(49.5%)、ケイ素(25.8%)に次いで7.5%。これは人類第一金属と呼ばれる鉄の4.7%を大きく上回っています! 本来、人類第一金属としてアルミニウムが来るべきでしょう。 聞くことろによると、アルミニウムは1825年に実験室での精錬に成功したらしいです。しかし、工業材料としての確立は100年にもならないそうです。ましてや、我々庶民にとって身近な存在になったのは、ほん最近ことですね。なんと若い金属のこと! 金属の多くは主として酸化物(他に硫化物・炭酸塩…)として天然界に存在しています。アルミニウムも例に漏れず酸化アルミニウムAl2O3を多く含む ボーキサイトとして地中に眠ってます。酸素との親和力が大きいため、容易に還元される鉄と比べ、大きな電力を必要とするホール・エール法が普及するまでは困難視されていました。だから我々が利用させてもらうのが遅くなった理由らしい。 純アルミニウム表面は非常に綺麗な銀白色の金属光沢を有してますね。比重が鉄の3分の1と軽く、強度も添加物や調質により鋼に匹敵する合金もあり、種々の形状に容易に製造できるという加工性、導電性も銅程ではないにしろ良好、耐食性も環境下で酸化被膜が形成され自己防護するので良好・・・・、リサイクルも容易と来れば、世の中で鉄以上に持てはやされない訳がないです! しかし、そのアルミニウム(アルミニウム合金と解する方が正しいかもしれない)を溶接性という面から考えると、必ずしも良いことばかりとはいきません。例えば、鋼と比して比熱が大きい上、熱伝導率がこれまた大きく、さらに溶解潜熱も大きい! 当然、短時間に多量の熱を与えなければならないが、溶融温度が低いため、溶け落ちを生じやすいときます。 また、 本体の融点660℃近傍よりはるかに高い融点の(2000℃以上)酸化被膜(酸化アルミニウム、アルミナ)が常に存在することを念頭に入れておかなければなりません。 加熱膨張と凝固収縮の差が大きく、変形が起こりやすいのも困ったもんです。 溶融状態のアルミの水素溶解度にしても鋼と同程度であるが、凝固時におけるそれは極めて小さいが故にピットやブローホールなどポロシティが生じ易いのがこれまた困ったもの。鋼の要領で施工すれば不可能か、思ったように仕上がらない・・・・・・・など一般的に難しいとされています。 溶け落ちに注意を払いながらも、よりスムーズな溶融池を十分に形成し、その前端に微小角度からフィラロッドを添えるや、吸い込まれるように入っていく様相は、まさにアルミニウム合金溶接の醍醐味と言えます。もちろん、鋼でもステンレス、チタン合金でもそれが見られるでしょうが、低粘度、低融点のアルミニウム合金は特筆すべきものがあると、私は感じてます。 ある人は、「忙しない」と言うかもしれないけれど・・・・・。 何でも欧州に右へ習えではあきませんが・・・・、欧州では次のような流れが起き始めているそうな。なんと溶接環境においても、環境負荷低減が取り沙汰されるようになってきたらしい。 極論を言うならば、アーク溶接継ぎ手は、全てクリーンなGTAWによるべきだというヒステリックな考えも発生しているという。 これはあくまでも机上の事であり、実現は到底不可能ではあります。 しかし、これからの趨勢として、考え方はそのような方向で動いていくでありましょう。 研究開発機関または大手マスプロメーカーなどでは、レーザーと既存溶接法とのハイブリッド化や今や引っぱりダコのFSW法などが最新の溶接法となってます。 しかしこれらは、中小の溶接事業場や小ロット生産の所には無縁であります。 少量生産や補修・修理にはAl、SUS, Tiはもちろんのこと全金属溶接可能のGTAW、そしてより小入熱、またHAZの最小化を目指したプラズマ溶接が最先端ということになるんと違いますか!? 参考:(社)軽金属溶接構造協会 月刊 軽金属溶接 |
|||||||
| |
|||||||
| 次はチタン!! 粘いSUSと考えればよろしいんでしゃろ!? 450℃以上では酸化しやすいらしくノズルをガスレンズに付け替え、軽い気でアークを出す。 焼けを気にして焦ってしまい、ビードがますます醜い・・・・・。何してもあきまへん!  上:オンプレート/ミグ(純チタン)、中:ラップ/ティグ(純チタン)、下(SUS304)バット/ティグ 端材で脱線?トレーニング  上と下:SUS430(t1) 中:純チタンASTM Gr.1(t0.8) |
|||||||
| |
|||||||
| ダイヘン溶接スクール 鍛冶屋&太田インストラクターから受けたJIS検定時の注意事項 頭に残っていること ふと思い出す |
|||||||
| 「開先内に十分なプールを作り、その中へ押し込むのではなしに、溶ける様に棒を入れる箇所、タイミングを探し出し、充分に挿入する。ギシギシ感を伴って無理やり挿入すると、裏波を突き破って棒の形状のまま残る。特にH姿勢は、やり直しが効かないので、充分な溶加量とスムーズな挿入で確実に裏波を出すようにする。」 「ピッチは出来るだけ細かくを心掛ける。 荒いとアンダーカットができる。」 「穴あき溶け落ちは、トーチを寝かせ過ぎると発生しやすいので、できるだけ立てて、アーク長を短く・・・・・」 etc. ほんま、いろいろとご指導いただき、ありがとうございました。 お二方が居られなければ・・・、以後の楽しく充実した溶接ライフは送れませんでしたわ。 感謝、感謝!!!! |
|||||||

 モノつくりへ返る フレーム無茶苦茶修理へ
モノつくりへ返る フレーム無茶苦茶修理へ